Hypoid Gear Cutting Tools
Introduction
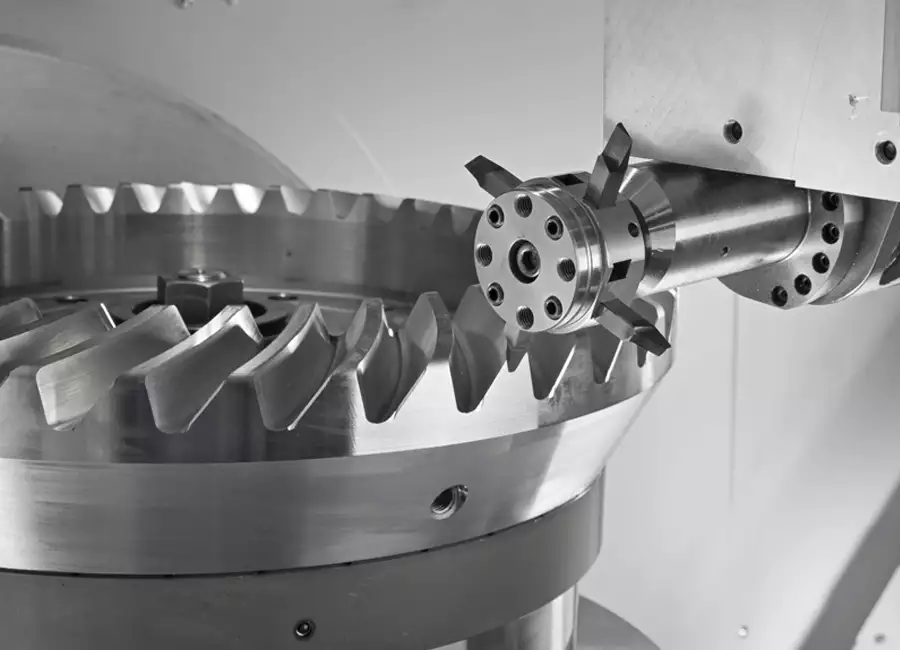
Hypoid Gear Cutting Tools are specialized tools used in the manufacturing process of hypoid gears. These gears are commonly used in various industries such as automotive, aerospace, and industrial machinery. In this article, we will explore the different aspects of hypoid gear cutting tools and their importance in the gear manufacturing process.
1. Types of Hypoid Gear Cutting Tools
There are several types of hypoid gear cutting tools that are used based on the specific requirements of the gear manufacturing process. These include:
Straight-tooth Hypoid Gear Cutters
Straight-tooth hypoid gear cutters are used for producing hypoid gears with straight teeth. These cutters are designed with precision ground teeth to ensure accurate gear profiles.
Curved-tooth Hypoid Gear Cutters
Curved-tooth hypoid gear cutters are used for producing hypoid gears with curved teeth. These cutters allow for smoother gear engagement, resulting in reduced noise and vibration.
Face-milled Hypoid Gear Cutters
Face-milled hypoid gear cutters are used for face milling the gear teeth. These cutters are designed to remove material from the face of the gear, resulting in improved gear surface finish.
Gleason Hypoid Gear Cutters
Gleason hypoid gear cutters are specifically designed for the Gleason gear cutting process. These cutters are known for their high precision and efficiency in producing hypoid gears.
Lapping Tools
Lapping tools are used for the final finishing of hypoid gears. These tools ensure smooth and accurate gear surfaces, resulting in improved gear performance.
2. Factors to Consider in Hypoid Gear Cutting
When using hypoid gear cutting tools, several factors need to be taken into consideration to ensure optimum gear quality. These factors include:
Gear Material
The material used for the gear will influence the choice of cutting tool and cutting parameters. Different materials require different tool geometries and cutting speeds.
Tool Geometry
The geometry of the cutting tool, such as the number of teeth and the helix angle, will affect the gear tooth profile and contact pattern. It is crucial to select the appropriate tool geometry for achieving the desired gear characteristics.
Cutting Speed and Feed Rate
The cutting speed and feed rate directly impact the machining time and the surface finish of the gear. Optimal cutting parameters should be determined to achieve the desired gear quality.
Coolant and Lubrication
Proper coolant and lubrication are essential for reducing tool wear and heat generation during the cutting process. This ensures longer tool life and better gear surface finish.
Machine Rigidity
The rigidity of the machine used for gear cutting plays a significant role in achieving accurate gear profiles. A rigid machine minimizes vibrations and deflections, resulting in improved gear quality.
3. Hypoid Gear Cutting Process
The hypoid gear cutting process involves several steps, each contributing to the final gear quality. These steps include:
Step 1: Blank Preparation – Forging and Heat Treatment
The first step involves preparing the gear blank through forging and heat treatment processes. Forging ensures the desired shape and strength, while heat treatment enhances the gear’s hardness and durability.
Step 2: Rough Machining – Turning, Drilling, and Boring
The gear blank undergoes rough machining processes such as turning, drilling, and boring to achieve the initial dimensions and remove excess material.
Step 3: Forming – Gear Rolling, Inserting, and Shaving
In this step, the gear teeth are formed through gear rolling, inserting, and shaving processes. These processes ensure accurate tooth profiles and proper gear meshing.
Step 4: Semi-finishing – Chamfering, Keyway Cutting, and Deburring
Semi-finishing processes include chamfering, keyway cutting, and deburring to remove sharp edges, create keyways, and eliminate burrs for a smoother gear finish.
Step 5: Heat Treatment – Carburizing, Nitriding or Quenching, and Tempering
Heat treatment processes such as carburizing, nitriding, or quenching, and tempering are performed to enhance the gear’s surface hardness, wear resistance, and overall strength.
Step 6: Finish Machining – Gear Grinding and Honing
The gear undergoes finish machining processes, including gear grinding and honing, to achieve the final dimensions, surface finish, and tooth accuracy.
Step 7: Inspection and Acceptance – Gear Inspection and Surface Treatment
The final step involves inspecting the gear for quality assurance and performing surface treatments, such as coating or plating, for improved gear performance and durability.
After completing the article, let’s introduce our professional gear manufacturing factory.
Our factory is a leading manufacturer of gears, specializing in the production of high-quality gears for various industries. We have extensive experience and expertise in gear manufacturing, ensuring superior products and customer satisfaction.
Our manufacturing process involves the following steps:
- Blank Preparation: Forging and Heat Treatment
- Rough Machining: Turning, Drilling, and Boring
- Forming: Gear Rolling, Inserting, and Shaving
- Semi-finishing: Chamfering, Keyway Cutting, and Deburring
- Heat Treatment: Carburizing, Nitriding or Quenching, and Tempering
- Finish Machining: Gear Grinding and Honing
- Inspection and Acceptance: Gear Inspection and Surface Treatment
Let’s explain each step in detail:
- Blank Preparation: Forging and Heat Treatment – The gear blank is prepared through the forging process, which involves shaping the raw material into the desired form. The forged blank then undergoes heat treatment to improve its hardness and strength.
- Rough Machining: Turning, Drilling, and Boring – The rough machining process involves turning the blank to achieve the initial dimensions. Drilling and boring operations are performed to create holes and bores required for gear assembly.
- Forming: Gear Rolling, Inserting, and Shaving – The gear teeth are formed through gear rolling, inserting, and shaving processes. These processes ensure precise tooth profiles and proper gear meshing.
- Semi-finishing: Chamfering, Keyway Cutting, and Deburring – Chamfering is done to remove sharp edges and provide smooth transitions. Keyway cutting creates keyways for gear coupling. Deburring eliminates burrs for a cleaner finish.
- Heat Treatment: Carburizing, Nitriding or Quenching, and Tempering – Heat treatment processes are performed to enhance the gear’s surface hardness, wear resistance, and overall strength. Carburizing, nitriding, quenching, and tempering are common heat treatment methods.
- Finish Machining: Gear Grinding and Honing – Gear grinding and honing are carried out to achieve the final dimensions, surface finish, and tooth accuracy. These processes ensure precise gear performance.
- Inspection and Acceptance: Gear Inspection and Surface Treatment – The final step involves inspecting the gears for quality assurance. Various inspection techniques are used to ensure accurate dimensions and proper gear functionality. Surface treatments, such as coating or plating, may be applied for improved performance and durability.
With our state-of-the-art manufacturing facilities, skilled workforce, and commitment to quality, we guarantee exceptional gear products that meet the highest industry standards. Choose our factory for all your gear needs and experience the advantages of partnering with us:
- Advanced technology and machinery for precise gear manufacturing
- Strict quality control measures to ensure superior product performance
- Efficient production processes for timely delivery
- Customization options to meet specific customer requirements
- Competitive pricing and cost-effective solutions
- Excellent customer support and after-sales service
Trust our expertise and let us be your trusted gear manufacturing partner.
Author: Miya